
聯系人:劉先生 手機:13622665215 傳真:0769-82385085 QQ:1149817188 地址:廣東省 東莞市 厚街鎮 寶塘村 環村路 19號
一種預測AZ91鎂合金攪拌摩擦焊殘余應力的方法
鎂合金具有密度低、比強度和比剛度高等優點,可廣泛應用于航空航天、通信和汽車等領域。但鎂合金焊接性能較差,難以實現與其他構件的可靠連接,這成為制約鎂合金應用的技術瓶頸之一。攪拌摩擦焊(FSW)是一種新型的塑化連接工藝,可在固態條件下實現同種/異種合金連接。但使用該工藝容易在焊接接頭中產生殘余應力,不利于合金的疲勞性能。因此,為了預測焊接結構壽命,保證其在靜、動載荷下安全服役,模擬并預測焊接接頭的殘余應力是該課題的重要方向之一。
近日,來自伊朗科技大學的A. R. Eivani博士等人基于平滑粒子流體動力學(SPH)模型,通過優化自適應神經模糊推理系統(ANFIS),嘗試建立能準確預測不同攪拌摩擦焊工藝參數下AZ91鎂合金殘余應力分布的集成SPH-ANFIS模型。研究結果表明,SPH模型模擬的殘余應力與超聲波檢測結果較為符合,驗證了該模型的準確性;通過對優化后的ANFIS模型進行測試,發現模擬結果與實驗結果擬合良好,該模型可有效預測不同焊接參數下AZ91的殘余應力;超聲波試驗驗證結果表明,集成的SPH-ANFIS模型能夠較好模擬焊接/溫度因素對殘余應力分布的影響。
通過SPH模型分別模擬了旋轉速度(600 rpm、900 rpm、1200 rpm)、焊接速度(50 mm/min、100 mm/min、150 mm/min)和預熱等對AZ91攪拌摩擦焊后殘余應力分布的影響。模擬結果表明,轉速越快,焊接處的峰值溫度越高,焊核區寬度越寬,殘余應力越大(見圖1);焊接速度降低,輸入的熱量增加,產生的殘余應力較小(見圖2);在不同焊接工藝參數條件下,縱向和橫向殘余應力均隨預熱溫度升高而減小,預熱后樣品中產生均勻變形(見圖3)。
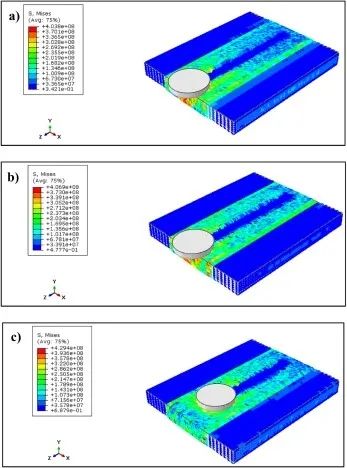
圖1 在150 mm/min的恒定焊接速度和不同旋轉速度下焊接后試樣中的殘余應力場分布(未預熱):(a)600 rpm,(b)900 rpm和(c)1200 rpm
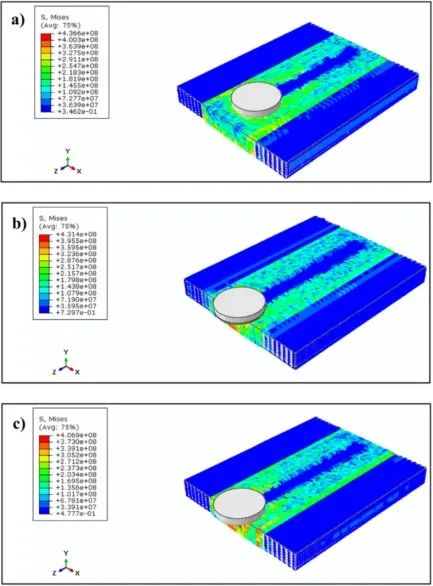
圖2 在900 rpm的恒定轉速和不同轉速下焊接試樣中的殘余應力場分布(未預熱):(a)50 mm/min(b)100 mm/min和(c)150 mm/min
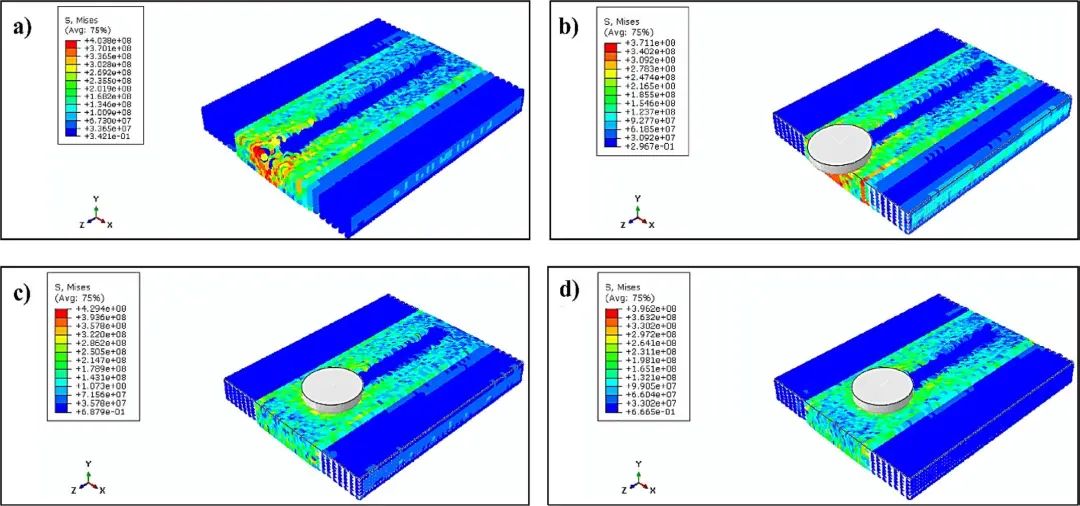
圖3 不同工藝條件下攪拌摩擦焊試樣的殘余應力場分布:(a)轉速600 rpm、焊接速度100 mm/min、未預熱;(b)轉速600 rpm、焊接速度100 mm/min、預熱;(c)轉速1200 rpm、焊接速度150 mm/min、未預熱;(d)轉速1200 rpm、焊接速度150 mm/min
自適應神經模糊推理系統(ANFIS)是一種具備自適應學習能力和基于邏輯規則推理的高性能計算模型。通過構建該模型并不斷優化,輸入預定轉速、焊接速度、預熱和焊縫中心距離,模擬焊接參數對殘余應力的影響規律。在合理范圍內隨機選取16組模擬數據結果,與實驗數據進行比較以評估模型的準確度,擬合結果如圖4所示,表明該模型的精確度較高。
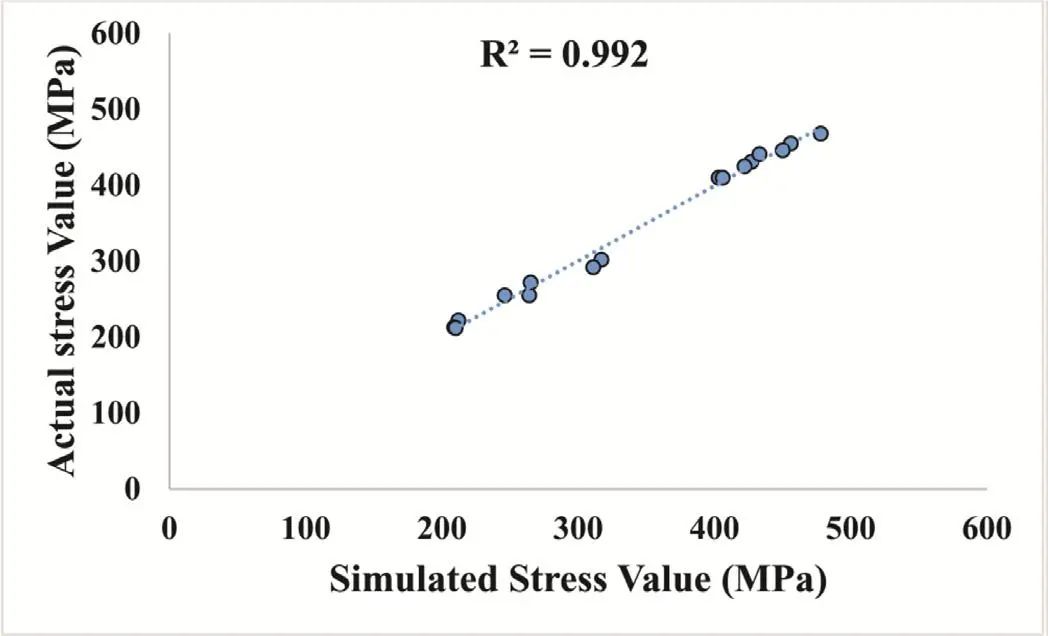
圖4 ANFIS結果與實驗數據進行交叉驗證
通過將超聲波檢測結果與SPH模型模擬結果進行比較,發現模擬的殘余應力與實驗測得殘余應力具有很好的一致性,表明該模型能夠準確預測攪拌摩擦焊AZ91的殘余應力分布(圖5)。
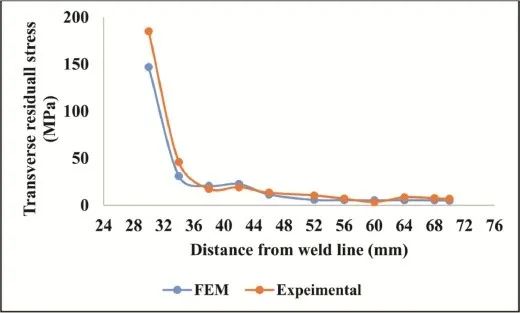
圖5 通過超聲波檢測驗證SPH模型
推薦產品 MORE+










推薦新聞 MORE+
- 鎂合金新舊牌號對比2021-03-08
- 鎂合金和鋁合金的區別是什么?2021-03-11
- 鎂合金材料在水里會燃燒嗎?2020-10-12
- 鎂合金沖壓板哪里可以買的?2019-11-20
- 鎂合金沖壓板價格多少錢?是現貨發貨嗎?2019-11-20
- 鎂合金az31b密度是多少?有幾種工藝?2019-11-20
- az91d鎂合金成分有哪些元素,參數是多少?2019-11-20
- az31b鎂合金是什么材質來的?鉅寶鎂來告訴你!2019-11-20
- 鎂合金在焊接的時候需要注意這些方面!2019-11-18
- 鎂合金和鋁合金的密度是多少?哪個會比較輕一些?2019-11-18

